


LGL-HJ06A型 工业机器人焊接实操工作站


一、基本功能
1.工业机器人弧焊实训工作站以真实工厂应用要求为基础,优化功能设计,提高系统灵活度,融入实训教学过程,为具有一定工业机器人基础操作基础的学生提供结合焊接工艺的实训平台;
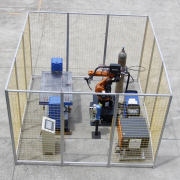
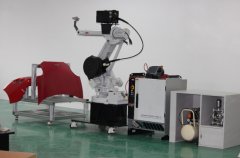
2、该工业机器人弧焊实训工作站由工业机器人、焊接电源、送丝机、焊枪、清枪剪丝站、变位机及工装夹具、工业除烟除尘净化器、安全防护组件及配套设备构成,是利用工业机器人这一柔性执行单元,结合气体焊工艺实现的实际加工单元,可以完成对板型、管型等零件的焊接加工。在学生充分学习工业机器人基础操作后,完全掌握参数设置、轨迹编程等技能基础上,结合焊接工艺完成与真实工厂应用相同的实训项目,了解焊接工作站的构成及维护,缩短岗前培训过程,提高就业竞争力。

二、实训项目:
1.工作站结构认知
2.关键设备的特性和参数设置
3.工业机器人及周边设备的维护及典型错误排查
4.工业机器人焊接应用软件的参数设置及工艺规划
5.焊枪 TCP 参数标定
6.无焊接实现状态下平面简单焊接轨迹的编程
7.结合焊接工艺的简单焊接实训
8.焊接参数(电流、电压、焊接速度)对焊道成型影响的实训
9.平面堆焊实训、 平板对接实训、角焊缝焊接实训
10.坡口对接焊缝焊接实训
11.无焊接实现状态下配合变位机联动的立体焊接轨迹的编程
12.结合焊接工艺的配合变位机联动的立体焊接实训
三、主要配置及参数
|
序号 |
货物名称 |
规格(主要技术参数要求) |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
1 |
焊接工业机器人 |
1、机器人本体 针对焊接应用行业开发的六轴机器人,机器人结构紧凑、体积小、重量轻、最大负载 6KG、臂展 1600mm。腕部采用中空结构,走线更方便、动作更灵活。 防护等级高一手腕 IP54、本体 IP50, 防尘防水。 精度高一重复定位精度 ±0.05mm 。 主要规格 臂展(mm):1600 重复定位精度(mm):±0.05 最大负载(KG):6 电源容量(KVA):6 本体净重(KG):约166
采用全新的驱控一体控制系统,信号线少,维护简单,搭配轻巧移动式手持操作器,参数和功能设定一目了然,操作简单快捷。
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
2 |
机器人底座 |
(1) 碳钢焊接结构; (2) 主体尺寸:620×450 mm (3) 重量:≥50kg; (4)表面光洁无毛刺,锐角倒钝; |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
3 |
焊接电源 |
(1)通讯方式:Devicenet 模拟通讯; (2)额定输入电压:AC380V/3P; (3)输入电源频率:50HZ/60HZ; (4)额定输入容量:≥19.7 KVA; (5)焊接模式:直流 /脉冲/双脉冲; (6)额定负载持续率:直流 100%; (7)额定输出空载电压:73V; (8)输出电流范围:30-400A (电阻负载输出能力); (9)输出电压范围:12-45V (精度 0.1); (10)焊接方法:个别/一元化; (11)外壳防护等级:IP 23S; (12)适用焊丝类型:实芯/药芯/金属粉芯; (13)适用焊丝直径:0.8/1.0/1.2mm; (14)存储器:30 通道或以上可再生焊接规范存储; (15)适用焊接材料:碳钢/不锈钢/铝合金; (16)外形尺寸: 300×480×620mm; (17)环境温度:-10℃~40℃; (18)绝缘等级:H; (19)暂载率:直流 400A/100%。 |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
4 |
焊枪 |
(1)枪颈与电缆分体式设计,便于拆卸更换; (2)集成电缆重量轻,短时间内即可更换完成; (3)喷嘴绝缘结构设计,使用方便,维护简单; (4)导电嘴突出或凹进喷嘴可选,适应不同工况; (5)可通过专用校枪平台进行 TCP 点的校正; (6)暂载率:250A/100%; (7)枪缆长度:≥3m; (8)电压类型:DC; (9)送丝:机器送丝; (10)电压测定:141V 峰值; (11)保护气体:100%CO2、100%Ar、混合气体; (12)焊丝类型:普通圆形焊丝; (13)冷却类型:空冷; (14)焊丝直径:0.9~1.2mm; (15)保护气流量:≥20L/M; (16)环境温度:-10℃~40℃; (17)空气相对湿度:不超过 90 % ,在 20 C 时。 |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
5 |
送丝装置 |
1、主要功能:在微电脑控制下,可以根据设定的参数连续稳定的送出焊丝的自动化送丝装置。 2、主要技术参数要求: (1)光电编码器反馈+独立芯片高速环路控制; (2)送丝机额定电流:3.5A; (3)送丝机额定电压:36V; (4)送丝速度范围:1.4~24 米/分; (5)可反向抽丝; (6)送丝轮直径 0.8~1.6mm; (7)四轮送丝驱动装置; (8)焊枪接口:欧式接口; (9)外形尺寸: 300×170×200mm; (10)重量:≤6.5kg。 |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
6 |
送丝管 |
主要技术参数要求:
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
7 |
焊丝盘架 |
主要功能: 安装焊丝盘。 主要技术参数要求: (1)材质:碳钢; (2)尺寸:180×150×300mm; (3)安装有送丝盘轴,带阻尼调节器、快拆式阻挡器; (4)插头和支架绝缘,固定焊丝盘,零件 Ra≤3.2μm; (5)表面光洁无毛刺,锐角倒钝。 |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
8 |
排烟器 |
主要功能:
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
10 |
双轴轴变位机 |
一、主要功能: 实现机器人联动训练,定义为机器人的第七轴或第八轴,变位机伺 服电机由机器人控制。 二、技术参数
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
15 |
工作站电控系统 |
主要技术参数要求: 主控PLC参数 S7-1200 CPU 1214C AC/DC/晶体管 (2)触摸屏参数: 画面尺寸≥7.0 英寸;显示屏类型:TFT 彩色液晶;显示颜色≥65536 色;内置接口支持 RS232 ,RS442/RS485 ,以太网接口,USB-A ,USB mini-B,SD 存储卡插槽;具有蜂鸣器输出。 (3)通用技术要求 3.1、电压额定值和保护措施 3.1.1、主电源 :380V±10% ,50HZ±2HZ (三相五线,3P+N+PE)和 220V± 10% ,50HZ±2HZ ;控制柜内要有接零线和地线用的接线铜排,用于接三相五线制的进线电源。 3.1.2辅助电压: 控制回路:220V AC 50Hz or 24V DC 电磁阀 :220V AC or 24V DC PLC 的电源 :220V AC 照明 电源 :220V AC 接近开关、光电开关、行程开关工作电压:24V DC 3.2、安全防护功能:在电源断电或设备急停时,为了避免设备损坏或人身伤害,不允许设备有何运动; 3.3、互锁保护 :存在前后动作逻辑关系的各应用单元间必须具有可靠的互锁关系,前后不能产生误操作,以免产生危险; (4)电缆通用技术要求 4.1、动力电缆采用 VV 塑料护套电缆,控制电缆采用 RVV 铜芯塑料护套电缆,热电阻信号线采用 RVVP 铜芯屏蔽线,电机采用四芯电缆敷设,控制柜、电缆桥架、穿线钢管均要可靠接地,电线电缆沿电缆桥架或线管敷设,到用电设备旁引出,接入用电设备; 4.2、电缆应用铜材制造,所有的连接都应通过接线端子板连接,采用线鼻子欧式接入; 4.3、需要走外的导线或柔性电缆必须走保护管路,不能外露; 4.4、导线的颜色标准: AC 电源电路:黄,绿,红,N 相位采用黑颜色; AC 控制回路:火线:红色, 零线:黑色; DC 控制回路:蓝色; 地线(标上 E 的电线):黄/绿色; 互锁线:黄色; 所有不同电位的线采用不同颜色, IO 电缆使用N×0.5 带编号电缆,颜色:灰端子,特殊端子使用不同颜色; (5)电气配件要求: 5.1、线槽:使用 PVC 齿型行槽灰色锯齿线槽,规格尺寸:50×35mm,50× 60mm,80×60mm 等; 5.2、接线端子:使用单层或者双层端子,螺钉连接,颜色:灰色;符合标准 IEC 60947-7-1; 5.3、开关电源:输入电压 88-264VAC,输出电压 24VDC,10A,峰值电流 15A,安全规范满足 EN60204-1; 5.4、三色灯:具有三色(红黄绿)和蜂鸣器功能,LED 灯常量,单模块额定电压和电流:24V/40mA; 5.5、按钮盒:安装孔尺寸 22mm,防水,防尘,防腐蚀。 |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
16 |
安全围栏 |
主要功能:
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
17 |
云智能实验室安全管理系统 |
本平台将无线传输、信息处理等物联网技术应用用于自动化远程控制。设备端运行状态、数据参数等上传至云平台。物联网系统的传感层、传输层和应用层关联掌握数据与分析数据。
★为保证软件正版,投标时提供云智能实验室安全管理系统软件著作权证书原件备。 |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
18 |
智能制造生产线虚拟仿真系统 |
通过本系统软件了解组成智能制造生产线的电气、气动、PLC等元件的工作原理并对机电系统的设计、分析进行虚拟仿真。通过选择元件利用符合绘制二维回路图或利用三维模型在系统内实现智能制造的动作而进行虚拟仿真。本系统不仅实现工厂的三维仿真使虚拟现实仿真更加逼真,而且把通过仿真验证的控制逻辑单元可用作监视及控制模块,使能够实现并行工程及软件、硬件的并行设计。 仿真基本模块包括: 1、反馈控制和顺序控制系统 2、指示灯的与门(AND)控制 3、物品传送装置 4、单向气缸控制 5、双缸联动控制 6、带式输送装置系统 7、滚筒式输送装置系统 8、指示灯顺序闪烁回路 9、自动控制标记打印操作控制 10、电梯控制 11、气压控制移动装置 12、工业机器人控制 13、带式传送带实习装置 14、气压传动流水线实验装置 ★正版软件,投标时提供智能制造生产线虚拟仿真系统软件著作权证书原件备查并现场演示。 |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
19 |
教学课件资源 |
2、PLC编程教学课件资源 (1)S7-1200PLC的认知:S7-1200PLC简介、S7-1200PLC工作原理及运行模式、S7-1200PLC特点、S7-1200PLC扩展功能、PLC应用技术人才培养; (2)TIA博图软件的使用:TIA 博图集成软件开发平台、TIA 博图集成软件简介、入门实例; (3)控制单元的程序设计、指令编写、硬件选型和设计、课后思考与练习等内容。模块至少包括:八路抢答器、三相异步电机的星三角降压启动、运料小车往返控制、十字路口交通灯的控制、电动机组的启停控制、HMI控制液体混合、G120变频器的电机控制。 (4)小型自动化生产线的设计 课件资源具有产品的搬运、检测和传输分拣功能,整个系统由送料单元、机械手搬运单元、步进电机多点定位输送单元和传送带输送分拣单元等组成。具体的项目设计要求如下: 1)本设计的要求使用通过触摸屏与控制台按钮操作,控制生产线的自动运行。生产线通电以后,系统自行检测初始状态是否满足运行条件,如不满足则自行复位或手动调整,若满足则触摸屏显示准备就绪; 2)在准备就绪的情况下,按下启动按钮,生产线开始按顺序运行,供料单元开始工作,电机驱动转盘将工件送到物料台上;电机运行10秒后,若物料台光电开关没有检测到物料,说明已没有物料,开始报警;若检测到物料,则一号搬运机械手开始动作; 3)物料台有料,一号机械手臂伸出并下降夹取工件,夹取到工件后机械手上升缩回并旋转到右侧限位;然后机械手伸出下降将工件放到步进电机输送单元的供料台上,一号搬运机械手恢复到初始状态,等待下一次运行; 4)当步进电机输送单元传感器检测到供料台工件后,步进电机前往高度检测单元进行检测;到达后通过超声波传感器进行高度检测,检测完毕后;步进电机运行到二号搬运机械手位置; 5)到达二号搬运机械手位置后;二号搬运机械手伸出、爪夹取工件,机架台上升,旋转到右限位,伸出手臂,机架台下降,手爪放松,将工件放到传送带上,同时二号搬运机械手复位; 6)当传送带单元传感器检测到工件时,传送带开始工作,根据工件的颜色、材料进行分拣;分拣结束后,供料台回到供料位置,等待下一次运行。 (5)用户手册:包括与S7-1200、有关硬件、软件和通信的手册,数量不少于二十多种。 ★课件资源提供详细的配件实物图片及参数功能介绍、硬件组成图解、程序指令、程序设计、气动原理图、电气原理图、硬件组态等,图文并茂。投标时现场演示部分内容。 |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
20 |
实验室智能电源管理系统
|
实训室总体智能电源管理系统由主电路、控制电路、检测保护电路、显示电路、语音报警电路等组成。 主要功能: 1、上电前合闸条件检测:输入过压、欠压、对地漏电、过流、任一故障存在不合闸;并且进行语音报警; 2、运行检测保护:输入过压、欠压、输出过流、漏电,任一故障出现将自动跳闸,实施保护,并且进行语音报警;保护阀值现场可设置; 3、漏电功能测试:按下漏电测试按钮,装置会自动提供一个漏电测试信号,使保护器跳闸,重新进行上电合闸条件检测,语音提示“开机自检中”,故障消除后,实训室总体智能电源管理系统自动合闸,恢复供电。 4、过压保护:运行中,出现输入过压,实训室总体智能电源管理系统将跳闸,并且对应的“过压”指示灯以红绿色交替显示进行提醒,语音播报“电源过压,请注意”; 5、过流保护:运行中,三相电流中任一相出现过流,实训室总体智能电源管理系统将跳闸,且对应的“过流”指示灯以红绿色交替显示进行提醒,语音播报“过流,请注意”; 6、漏电保护:运行中,三相中任一相发生漏电,实训室总体智能电源管理系统将跳闸,并且对应的“漏电”指示灯以红绿色交替显示进行提醒,语音播报“有漏电,请注意”。 ★投标时现场演示功能 |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||




