


LGY-DC01型 新能源汽车锂电池智能产线实训系统


一、设备要求
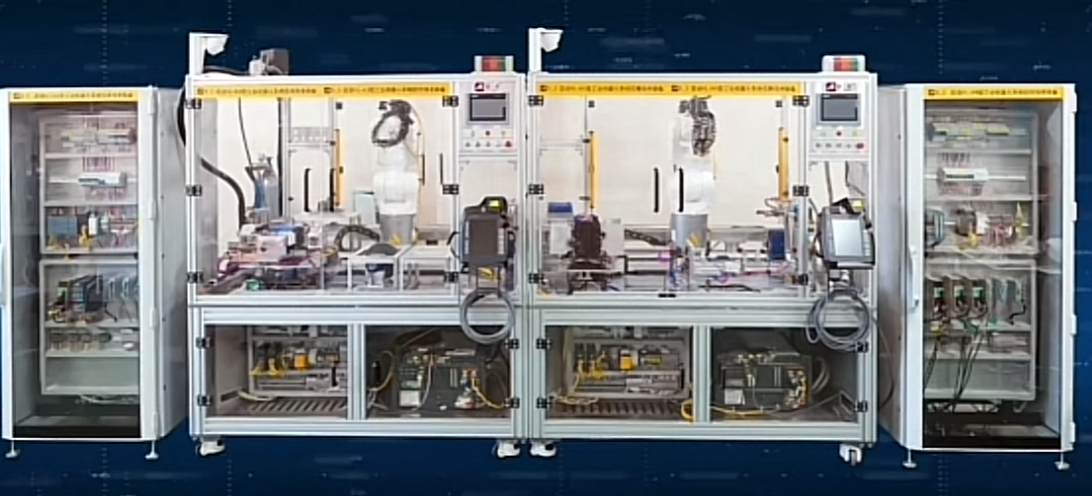
设备要求能够模拟真实新能源汽车动力电池模组制造过程等多种职业活动场景,实现新能源汽车动力电池芯、绝缘板、端板、侧板原材料的拆垛、搬运、清洗、涂胶、装配、视觉检测、焊接、打磨、码垛入库等多种工业机器人工艺流程。应采用模块化的组合设计,突出工业机器人操作员的现场能力和工艺能力训练与考核。
工业机器人系统应用技术装备的硬件要求至少包含六关节工业机器人、电气控制系统、人机界面、工业视觉、安全系统、气动系统、工业电控柜、外围机械功能单元组件等真实工业器件。电气控制系统至少由PLC、伺服驱动、工业传感器、工业电控柜构成;安全系统至少由急停开关、安全门、安全光幕、安全继电器、机械安全防护装置等构成;外围机械功能单元组件至少由机器人执行单元、机器人搬运单元、清洗单元、涂胶单元、装配单元、焊接单元、打磨单元、视觉检测单元、立体仓库单元、气动元件等构成;

二、功能要求
设备应能模拟新能源汽车电池模组真实生产工艺流程,完整重现新能源汽车电池模组职业活动过程,具体要求如下:
(1)设备各个单元要求能灵活组合、相对独立,单元扩展方便,增加减少各功能单元,同时机械装配调整部分均在工作台上,机械及电气连接均能快速拆换,能够进行更加灵活的竞赛试题输出。
(2)工艺流程要求完全贴近工业生产,将新能源汽车锂电池组封装所用到的多种工业机器人工艺流程融入其中。
(3)设备至少包含六关节工业机器人、电气控制系统、人机界面、工业视觉、安全系统、气动系统、外围机械功能单元组件等真实工业器件,要求实现电池模组产品封装过程的外围配套设备布局、安装与调整、系统编程、离线编程、工艺优化、系统调试等功能。
三、技术指标
(1)外形尺寸:长×宽×高=5000mm×1500mm×2000mm(±5%)
(2)输入电源:三相五线制 AC 380V±10% 50HZ
(3)输入功率:≈10kw
(4)工作环境:常温、室内
1) 温度: -10℃~+50℃
2) 相对湿度:≤90%(+20℃)
3) 海拔高度:≤4000m
4)空气清洁,无腐蚀性及爆炸性气体,无导电及能破坏绝缘的尘埃
(5)设备重量: ≈600kg
(6)安全保护:具有接地保护、漏电保护功能,安全性符合相关的国际标准。采用高绝缘的安全型插座及带绝缘护套的高强度安全型实验导线。
四、设备配置清单
|
序号 |
名称 |
主要部件、器件及规格 |
数量 |
|
1 |
工业机器人单元 |
工作范围≥720mm 负载能力≥6.5KG 重复定位精度:±0.02mm |
2套 |
|
2 |
|
行走轴行程≥600mm; 带正、负、零点3个传感器 伺服电机驱动,可手动调整行走位置 |
2套 |
|
3 |
仓库单元 |
1.至少由固定底板、仓库、IO 信号采集等组成; 2.根据控制要求机器人可将仓库中的半成品工件取出,在完成装配及检测后成品存入仓库。 |
1套 |
|
4 |
清洗单元 |
1.至少由清洗喷头,清洗机,工装固定装置,单元底座组成; 2. 电池进行涂胶封装之前要先对电池进行清洗工作,工业机器人将电池抓取到清洗单元中,对电池进行清洗。 |
1套 |
|
5 |
涂胶单元 |
1.涂胶单元至少由胶枪,涂胶机,机器人快换装置,固定装置,气缸,电磁阀等部分组成; 2.由气缸与加紧装置将电池模组进行固定,工业机器人通过快换装置将胶枪固定到机器人末端,通过对电池的涂胶来将电池固定到一起形成电池组。 |
1套 |
|
6 |
装配单元 |
1.至少由旋转机构、装配台、工装固定夹具等组成; 2.能够用于部分功能套件的固定和工作对象的固定,配合工业机器人进行装配工作,单元适配标准电气接口套件,工业机器人通过数字量对装配台进行控制和监控。 3.能按照主令信号的要求对工件盘中的零件取出,并进行装配,并放到指定的位置。 |
1套 |
|
7 |
检测单元 |
1.至少由智能相机、相机支架、通讯电缆等组成,检测零件的形状、颜色、坐标(X/Y/A)等信息,可独立使用也可以与其他单元配合使用; 2.智能相机应采用嵌入式硬件平台,可进行高速的图像处理,植入高精度定位与测量算法,能够实现有无、正反、位置、尺寸、颜色等检测; 3.IO 接口要求丰富,能够接入多路输入、输出信号;状态指示灯丰富,可实时查看设备状态,方便调试与维护;光源设计巧妙,确保照明区域亮度均匀;支持通讯模式; 4.通讯接口:要求支持Modbus TCP通讯工具; 5.网口:Fast Ethernet(100Mbit/s); 6.焦距:不小于6mm镜头; 7.视觉工具:特征匹配、位置修正、圆查找、直线查找、亮度分析、Blob 分析、间距检测、线线测量、点线测量、N 点标定、坐标转换、颜色抽取、颜色测量、颜色转换、颜色识别。 |
1套 |
|
8 |
焊接单元 |
1.至少由机器人焊枪、焊机、送丝机、气缸固定装置组成; 2.由机器人将电池组放置到固定装置中,机器人更换焊枪工具,对电池组组装完成的侧板进行焊接工作。 |
1套 |
|
9 |
打磨单元 |
1.至少由打磨机、固定装置,电磁阀等部分组成; 2.在打磨单元中工业机器人更换打磨工具,对电池组侧板焊接端面进行打磨,将焊接所导致的毛刺或突起进行打磨,得到平整的端面。 |
1套 |
|
10 |
快换工装单元 |
1.至少由快换装置、夹具支架、装配夹具、焊接工具和涂胶工具等组成; 2.夹具工装支架应采用铝合金加工而成,表面阳极氧化处理; 3.快换装置1主盘,副盘≥3,负载≥3kg,气路≥3,电路≥1; 4.提供多种气动夹具、吸盘工具、涂胶工具、焊接工具≥4种快换工装; 5.可根据任务要求工业机器人自动更换夹具,完成不同实现项目。 |
1套 |
|
11 |
电气控制单元 |
1.电气控制柜应采用工业电控柜; 2.配有启动、停止、复位、转换、急停等按钮开关,且有对应的指示灯显示状态; 3.按钮背面采用开放式接线类型,方便接线; 4.控制柜内侧安装漏电断路器、PLC、安全继电器、伺服系统、按压式接线端子排等元器件。 5.可编程控制器(PLC) (1)可编程控制器1 CPU特征:用户存储器不小于100K/4MB;板载数字I/0:不少于14点输入/10点输出;板载模拟I/0:不少于2点输入;位存储器:不小于8192个字节;布尔运算执行速度:0.08us/指令;移动字执行速度:1.7us/指令;实数数学运算执行速度:不小于2.3us/指令;端口数:≥1;通讯类型:以太网;数据传输率:10/100Mb/s; (2)可编程控制器2 CPU特征:用户存储器≥175 KB的程序和数据1 MB的中央处理单元,≥16个数字输入,≥16个数字输出,≥5路模拟输入,≥2路模拟输出,≥6个高速计数器。 6. 触摸屏 (1)屏幕尺寸≥7 英寸 (2)分辨率≥800×480 像素 (3)电压范围:19.2—28.8V DC (4)以太网端口数:2 (5)防护等级 IP 65 (6)用户数据可储存:10Mbyte |
2套 |
|
12 |
坐标标定套件 |
配置工件坐标平台及工具坐标标定针 |
1套 |
|
13 |
实训台 |
1.实训台承重主体应采用铝型材拼接而成,侧封板采用钣金; 2.正面应采用双开门设计,桌面采用≥30×80mm优质专业铝型材拼接成型;提供标准的安装接口安装功能单元,应能根据实训任务随意调整单元安装位置; 3.预留有标准气源和电气接口安装位置,根据单元的使用情况进行功能的扩展; 4.为功能单元、功能套件提供稳定的电源; 5. 平台上应能牢固安装多种多功能多应用单元。实现单元的自定义位置安装,实训台内部用于单元和工具存放。 |
1套 |
|
14 |
安全系统 |
至少配置急停按钮,安全光栅,安全防护围栏,安全门,漏电保护,过流保护,接地保护等防护装置 |
1套 |
|
15 |
电脑工作桌 |
1.电脑桌外形尺寸≥580mm×400mm×780mm; 2.主框架应采用优质铝合金型材,坚固耐用,安装方便;桌面采用优质高密度中纤板,安全环保;配四个脚轮,移动方便; 3.桌面下方应安装二节静音滚珠专用导轨键盘托盘,坚固可靠,推拉顺畅。 |
1套 |
|
16 |
资料包 |
设备使用说明书、工业机器人操作指导书等 |
1套 |




